

Основные параметры, которые восстанавливают при заточке сверла:
- Угол при вершине. Образуется режущими кромками при пересечении перемычки. Этот параметр должен составлять 118-120°. Точные цифры зависят от твёрдости и вязкости обрабатываемого материала и могут в частных случаях равняться как 90, так и 160°.
- Угол между режущей кромкой и осью. Равен половине угла при вершине, то есть примерно 58-59 °. Должен быть идентичным для каждой из режущих кромок, так как при асимметрии работать будет только одна из них и сверло износится неравномерно.
- Форма и длина режущих кромок. Длины режущих кромок должны совпадать, в противном случае возможно биение при сверлении, а диаметр сверла превысит номинальный, указанный на сверле
Задний угол резания. Должен составлять 7-17° в зависимости от обрабатываемого материала. Задний угол резания – один из главных параметров при заточки сверла по металлу, при его несоблюдении производительность работы может уменьшиться в несколько раз. Также важен такой параметр как затыловка, он же второй задний угол в случае в двухплоскостной заточке, он как раз таки влияет на отвод стружки. Для маленьких сверл затыловку можно и не делать, хотя её можно легко сформировать на точилках типа Вишбон, которые кстати тоже здесь продаются. А вот для сверл от 4 мм затыловку делаем обязательно, это на самом деле самый частый вопрос — можно ли заточить сверло без затыловки, то есть задний угол вывести в одну плоскость при заточке на двухплоскостном приспособлении.
Выбор угла заточки сверла в зависимости от обрабатываемого материала
Угол при вершине выбирают, ориентируясь на твердость материала, который подвергается обработке. Чем твёрже материал, тем больше это значение. Для удобства привожу таблицу, в которой указаны углы заточки сверла, рекомендованные при работе с разными материалами

Угол при вершине 118-120° с задним углом 7-15° относится к универсальным. Именно его имеют в виду, когда говорят о спиральном сверле по металлу без привязки к материалу обработки.
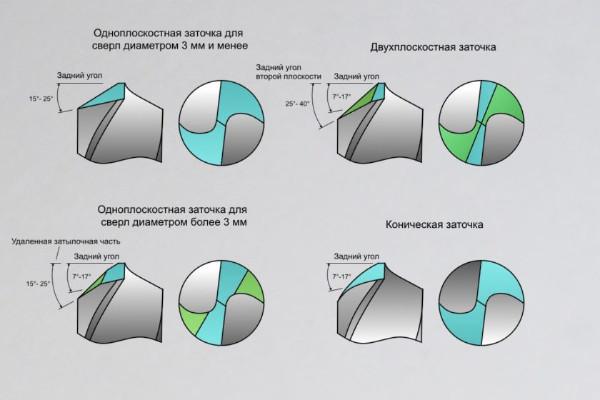
Способы заточки по выведению задней плоскости
Есть несколько видов заточки сверл по металлу, которые различаются по способу выведения задней плоскости. Это одноплоскостная, двухплоскостная и коническая заточка. Последний способ относится к наиболее распространённым, и сверла заточенные таким способом чаще всего продаются.
В основном в магазине представлены приспособления с методом двухплоскостной заточки, исключения — это насадка на электроточило и приспособление для гриндера там используется коническая заточка.